













- today
- perm_identity شیرین کریمی
- label صنایع دستی
- favorite 24 لایک
- remove_red_eye 27670 بازدید
- comment 15 دیدگاه
بشر از چهار هزار سال قبل از میلاد پس از کشف طلا با کاربرد نقره آشنا بوده است. نقره فلزی است که مانند طلا و مس به صورت خالص در طبیعت موجود است ولی بیشترین مقدار آن از سنگ معدن استخراج می شود.
پس از طلا یکی از فلزات با ارزش و پرکاربرد نقره است که با آن علاوه بر زیورآلات، ظروف و اشیاء تزئینی میسازند که به آن هنر نقره سازی میگویند. فروشگاه اینترنتی پرنون در این مقاله بهطور کامل ابزار مورد نیاز و مراحل ساخت این هنر را معرفی کرده است.
1- شناخت فلزات مورد استفاده در حیطه نقرهکاری
در این بخش انواع فلزات مورد استفاده که در هنر نقرهسازی یا نقرهکاری از آنها استفاده میشود شرح داده شدهاند.
نقره: فلز نقره بهصورت خالص در بعضی نقاط یافت میشود اما عموما به شکل سنگهای معدنی که عمدهترین آنها سولفور نقره و کلروز نقره که به شاخ نقره نیز مرسوم میباشد در طبیعت موجود است. سولفور، سیاه رنگ بوده و کلروز نقره رنگ ارغوانی کثیف یا خاکستری مایل به ارغوانی تیره دارد.
نقره دارای رنگ سفید ملایمی میباشد که از فلزات نجیب میباشد و در 960 درجه سانتیگراد ذوب میگردد توانایی انعکاس بالایی دارد به طوری که بیش از 90 درصد نوری را که به آن میتابد منعکس مینماید.
نقره به صورت خالص، فلز بسیار نرمی میباشد به همین خاطر در کارها به صورت آلیاژ شده کار میشود و برای این منظور با افزودن 7/7 – 20 درصد مس به آن میتوان نتایج خوبی حاصل نمود و برای اینکه نقره در حالت مذاب اکسیژن هوا را به خود جذب نکند آن را با مس آلیاژ میکنند.
مس: این فلز از دوران ما قبل تاریخ شناخته شده است و اولین فلزی بوده که بشر از آن استفاده مینمود. مس عنصری است که در طبیعت هم بهصورت خالص فلزی و هم به شکل سنگهای معدنی آن که عمدهترین آنها اکسید مس، سولفور مس، سولفور آهن و مس و کربناتهای مس میباشند یافت میشود.
این فلز به عنوان فلز افزودنی به آلیاژهای فلزات نجیب (مانند نقره) اهمیت زیادی دارد. علاوهبر استفاده در صنعت با این فلز گرانبها و پرکاربرد صنایع دستی مسی نیز تولید میشود.
روی: روی فلزی است سفید رنگ مایل به کبودی که در 419 درجه سانتیگراد ذوب میشود و در اسید کلریک به خوبی حل میشود و در دمای معمولی نسبتا شکننده است. روی برای کاهش منطقه ذوب و بهبود قابلیت ریختهگری به آلیاژهای فلزات نجیب (مثل نقره) افزوده میگردد و بهترین فلزی که برای تهیه لحیم نقره به کار میرود فلز روی میباشد.
آلیاژ برنج: برنج آلیاژی است مرکب از مس و روی که ترکیبی از 70 درصد مس و 30 درصد روی میباشد و به همین دلیل رنگ آن زرد است. از این آلیاژ در تهیه لحیم نقره و ساخت ظروف برنجی ستفاده میشود.
2- شناخت انواع نقرههای مصرفی
نقرههای مصرفی کار از مراکز خرید و فروش در بازار ایران معمولا در چهار نوع موجود است که در شکل 1 به طور خلاصه نشان داده شده و در ادامه به طور کامل به توضیح آنها پرداخته شده است.
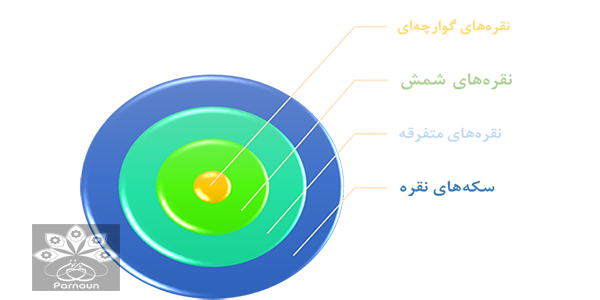
شکل 1: انواع نقره
نقرههای گوارچهای
نقرههایی به شکل گلولههای کوچک کروی که اصطلاحا گوارچه یا نقره ساچمهای گفته میشود و بهترین نوع آن از طریق فعل و انفعالات شیمیایی بهدست میآِید که به نقره مهندسی نیز مشهور است. این نقره دارای عیار تقریبا 99 میباشد. به نقرههای با عیار خالص اصطلاحا نقره پنبهای هم گفته میشود.

تصویر 1: نقره گوارچهای یا ساچمهای
نقرههای شمس (قرص)
نقرههایی به صورت شمس که دارای ضخامت و اشکال هندسی متفاوتی میباشند و به یک اندازه و وزن مشخص یافت نمیشوند که اصطلاحا نقره قرص گفته میشود و اکثرا دارای عیار تقریبی 950- 980 میباشند و از طریق قالکاری نقره به دست میآیند. (قالکاری نقره روشی سنتی است که در کارگاههای مخصوص، خاک طلا و نقره را با اضافه کردن آنها به پودر تنه کار، زغال، چوب و سرب در داخل کوره با روشهای خاصی جدا میکنند)

تصویر 2: شمش نقره
نقرههای متفرقه
نقرههای متفرقه همان محصولات ساخته شده گذشته توسط صنعتگران این هنر بوده و به مرور زمان مستعمل شده و توسط خانوادهها به فروش رسیدهاند و دارای عیار خالصی نیستند و معمولا دارای عیار 840-900 و یا با عیارهای پایینتری هم میباشند که باید در خرید این نوع نقره دارای تجربه بود و بتوان عیار نقره را تشخیص داد.
سکههای نقره
سکههای نقره از مسکوکات دورههای گذشته باقی مانده و اکثرا دارای عیار 900 میباشند، البته قابل ذکر است که در انواع سکهها، عیارهای پایینتری نیز موجود است و باید در خرید این نوع سکهها نیز دارای تجربه و عیارسنجی دقیقی باشید.

تصویر3: سکههای نقره
3- ابزار کار هنر نقرهسازی و کاربرد آنها
1- کوره (کوروک): برای ذوب کردن و ایجاد حرارت و لحیمکاری نقره از این وسیله استفاده میشود که معمولا در شش نوع میباشد. که به طور خلاصه در شکل 2 نمایش داده شده و در ادامه به توضیح هر یک از آنها پرداخته شده است.
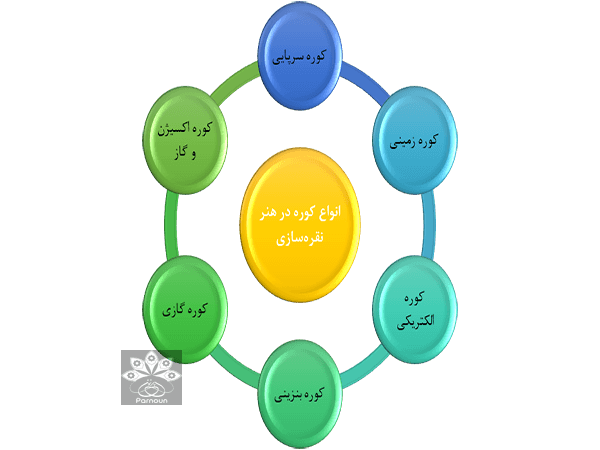
شکل 2: انواع کوره در هنر نقره سازی
الف) کوره سرپایی با دم برقی: برای ذوب نقره به کار برده میشود.
ب) کوره اکسیژن و گاز: برای ذوب نقره و در مواقعی برای لحیمکاری به کار برده میشود.
ج) کوره گازی: برای گرم کردن نقره به خاطر نرمی فلز و لحیمکاری در مواقعی جهت ذوب نقره در حجمهای کم از این کوره استفاده میگردد.
د) کوره بنزینی: جهت لحیمکاری و در مواقعی جهت ذوب نقره در حجمهای کم و قطعات کوچک نقره استفاده میشود.
ه) کوره الکتریکی: جهت ذوب نقره استفاده میگردد.
و) کوره زمینی: جهت ذوب نقره و فلزات کاربرد دارد.
2- قیچی: از این وسیله برای بریدن ورقهها و مفتولهای نقره استفاده میشود.
3- سوهان (گورا): برای ساییدن ناهمواریها و پلیسههای نقره به کار برده میشود.
4- سندان: صفحه آهنی بزرگ جهت چکشکاری کارها و ورقهای نقره.
5- چکش: از این وسیله برای کوبیدن کارها و ورقهای نقره استفاده میشود که در اندازهها و شکلهای مختلفی موجود میباشد که صنعتگران با مقیاس وزن آن را تهیه میکنند.
6- ماشه (ماشا): ابزاری که با آن در لحیمکاری و آتشکاری جهت جابهجا کردن کارها و ورقهای گرم نقره استفاده میشود.
7- ریچه (رژه): قالبی آهنی دستهدار که نقره مذاب را داخل آن میریزند تا به صورت شمش و یا مفتول درآیدکه در دو نوع ریچه ورق یا ریچه مفتول موجود است.
8- بوته: کاسهای که در اندازهها و حجمهای مختلف از جنس خاکهای نسوز و گرافیت که نقره را برای ذوب کردن در آن قرار میدهند.
9- دستگاه نورد: دستگاهی است که با آن مفتولها و ورقهای نقره را به اندازه و ضخامت دلخواه در میآورند و در دو نوع دستی و برقی موجود میباشد.
10- پرگار: ابزاری است از جنس فولاد که به آسانی ساییده نمیشود و برای خطکشی، دایرهزنی، قوس زدن، تقسیم کار و نیز جدولبندی حاشیههای نقشها بر روی ورق نقره به کار برده میشود.
11- قلم حکاکی: برای حکاکی بر روی نقره از این وسیله استفاده میشود.
12- گیرهی کار: وسیلهای است برای نگهداری قطعه کار که این وسیله بر لبه میز کار ثابت میشود.
13- سوزن خطکش: میلهای است پولادین که برای خطکشی و نشانهگذاری بر روی نقره به کار میرود.
14- سمبه (سمبه نشان): ابزاری است فولادین جهت نشانهگذاری با ضربه چکش بر روی ورق نقره.
15- اره کمان (کمان اره): وسیلهای است فلزی و منحنی به شکل نعل اسب که دستهای چوبی به یک سر آزاد آن متصل است و تیغههایی با شماره متفاوت به وسیله دو پیچ به دو سر کمان اره متصل میشود و برای شبکهسازی انواع کارهای نقره از آن استفاده میشود.
16- پیشکار: قطعه چوب مستطیل شکلی است به طول و عرض 10*20 سانتیمتر که یک طرف عرض آن بر لبهی میز کار نصب میشود و در میان طرف دیگر شیاری به طول و عرض 7*3 سانتیمتر وجود دارد که در هنگام شبکهسازی از آن استفاده میشود.
17- دماغه: قطعه چوب مستطیل شکلی است به طول و عرض 20*10 سانتیمتر که یک طرف عرض آن بر لبه میز کار نصب میشود و عرض طرف دیگر دماغه کمی نازکتر است و برای نگهداری قطعه کاری که در حال کنده کاری هستیم استفاده میشود و حالت تکیهگاه را دارد.
18- میکرومتر: وسیله اندازهگیری میباشد که آن ضخامت مفتولها و ورقهای نقره را اندازه میگیرند.
19- مصقل: ابزاری است که با فشار دست بر روی کار کشیده و نقره را صیقلی و براق میکند و جنس این ابزار از فولاد میباشد که توسط صنعتگر نقرهکار ساخته میشود.
20- پنس (جفت): ابزاری است فلزی جهت برداشتن تکههای کوچک و ظریف بریده شده لحیم نقره.
21- سنگ قلم (سنگ نفت): قطعه سنگ سیاه رنگی است برای تیز کردن و صیقلی نمودن نوک قلم و هنگام کشیدن سطح نوک قلم بر روی آن از روغن یا نفت استفاده میشود.
22- چرخ پرداخت: وسیلهای است که با بستن کارهای ساخته شده گرد و کروی با چرخش کار دستگاه عمل سمباده زنی و مصقل کشی را به سهولت انجام میدهند.
23- میله گرافیتی: میلهای است از جنس گرافیت که آن آلیاژ نقره مذاب را درون بوته مخلوط میکنند و همچنین با این وسیله میتوان اضافات و سربارههای روی مذاب نقره برداشت.

تصویر 4: ابزار سندان در هنر نقرههسازی
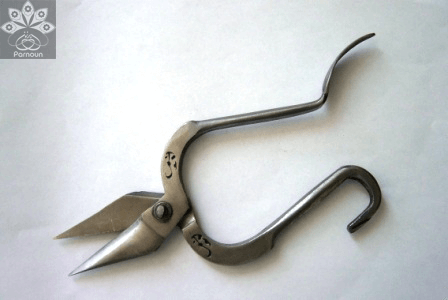
تصویر 5: ابزار قیچی در هنر نقرهکاری
تصویر 6: دستگاه نورد در هنر نقرهکاری
4- نحوه ذوب نقره
پس از محاسبه عیار نقره موردنظر، نقره و مس را در ظرفی به نام بوته ریخته از قبل کاملا گرم شده است ریخته و با کوره حرارت میدهندتا هر دو فلز با هم ذوب و مخلوط شوند. در ذوب نقره برای جلوگیری از ورود اکسیژن هوا در مذاب بهتر است سطح آن را با پودر زغال چوب بپوشانیم و همچنین از پودری به نام اسید بوریک نیز استفاده گردد.
باید توجه داشت به فلز مذاب داخل بوته نباید بیش از حد حرارت داده شود زیرا ساختمان مولکولی فلز مذاب بزرگتر از حد معمول شده و کیفیت شمش را پایین میآورد. اگر در ضمن حرارت دادن به آلیاژها اگر در آلیاژ فلزی وجود دارد که از نقطه ذوب پایینتری برخوردار است (مانند فلز روی) در اثر حرارت بیش از اندازه اکسید گردیده و پس از انجماد کیفیت آلیاژ، مورد دلخواه نخواهد بود. بدین منظور بهتر است اول فلزی که دارای نقطه ذوب بالاتری میباشد ذوب گردیده و فلز زودگداز دیگر در مرحله دوم داخل مذاب ذوب گردد.
عملی که پودر اسید بوریک انجام میدهد گدازآور نمودن و روانساز کردن فلزات و آلیاژهای مذاب میباشد و این پودر مانع از اکسید شدن سطح مذاب با اکسیژن هوا نیز میشود.
پس از آن که آلیاژمان در بوته ذوب و مخلوط گردید به مرحله شمش ریزی میرسیم که از سطح آلیاژ نقره مذاب توسط میله گرافیتی که مخصوص این کار است، پودرها را که تبدیل به شیره سیاه رنگی شدهاند میگیریم و مذاب را در ابزاری به نام ریچه که از قبل در جایی کاملا صاف و تراز قرار دادهایم و از قبل گرم نمودهایم به آهستگی و با دقت به طور یکنواخت و بدون توقف، مواد مذاب را درون آن میریزیم و منتظر میمانیم مواد مذاب داخل ریچه سرد شود، سپس از ریچه شمش را خارج میکنیم. قابل ذکر است که انتخاب نوع کوره ذوب نسبت به حجم مواد اولیه، ظرفیت کار و موقعیت کارگاه بستگی دارد.
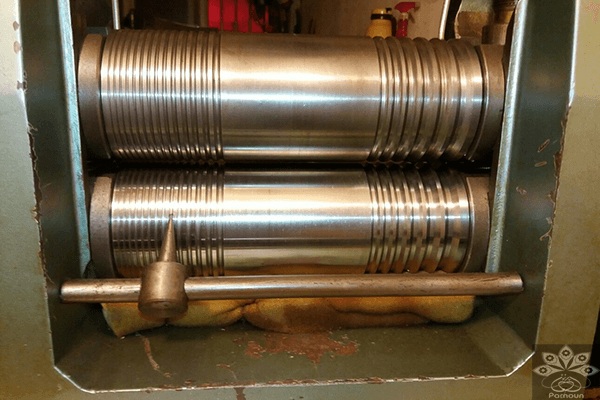
5- طریقه نورد کاری نقره
شمشی که از طریق ذوب نقره و تخلیه مذاب در قالب (ریچه) بهدست آمده را با دستگاه نوردی که در کارگاههای زرگری وجود دارد و یا در کارگاههایی که فقط مخصوص نوردکاری میباشد و به صورت عمومی مورداستفاده صنعتگران قرار میگیرد، به ضخامتهای دلخواه میرسانیم.
بدین صورت که در اثر نیروی فشاری که توسط غلتکهای دستگاه نورد بر روی شمش نقره عمل میگردد، مولکولهای تشکیل دهنده فلز را متراکم نموده و در نتیجه باعث کاهش ضخامت و افزایش طول مفتول میشود.
معمولا ماشینهای نورد در دو نوع برقی و دستی در کارگاهها به کار گرفته میشوند که در نوع دستی عمل گردش غلطکها با مکانیزم چرخ دندهها توسط نیروی دسته گردان و قدرت بازو صورت میگیرد.
در نوع دوم توسط نیروی الکتروموتور و به کمک تسمهی لاستیکی عمل چرخاندن غلطکها انجام میگیرد. ابتدا در حین این که دستگاه نورد روشن میباشد و غلطکهای استوانهای در دو جهت مخالف هم در چرخش هستند توسط فرمانی که در بالای غلطکها وجود دارد فاصله دو غلطک نورد را تا حدی توسط فرمان مربوطه باز میکنیم که شمش نقره وارد فضای خالی دو غلطک شود و از طرف دیگر غلطکها بیرون بیاید و دوباره فاصله فضای دو غلطک را توسط فرمان دستگاه کمتر نموده و شمش نقره را از لای فضای غلطکها وارد و از طرف دیگر خارج میکنیم.
این عملیات چندین بار انجام میشود تا زمانی که ضخامت و طول و عرض ورق نقره به دلخواه کارمان آماده شود و بهتر است در وسط کار با دستگاه نورد ورق نقره را با کوره گازی جهت نرم شدن و راحتی کار نوردکاری حرارت دهیم تا نرم شود. در نورد کاری شمش مفتولی نقره، ابتدا با باز کردن فاصله دو غلطک شیاردار دستگاه نورد ابتدا مفتول ریختگی را از اولین شیار غلطک عبور داده و باید بدانیم زمانیکه فاصله غلطکها با هم تنظیم باشند یعنی مماس بر فلز باشد دستگاه میتواند مفتول را به داخل هدایت و بر روی آن بلغزد و جلو رانده و از طرف دیگر بیرون آید.
مفتول نقره را در مرحله بعد از شیار دوم، سوم و الی آخر ادامه میدهیم تا ضخامت دلخواه را بهدست آوریم. البته قابل ذکر است که مفتول نقره را از هر شیاری که عبور میدهیم در سه مرحله به تنظیم هماهنگ غلطکها از هر شیار گذرانده میشود تا مفتول به طور یکنواخت و به آرامی نورد گردد که در این صورت نتیجه مطلوبی بهدست خواهیم آورد.
6- آمادهسازی محصول نقره قبل از انجام عملیات حکاکی
محصولات ساخته شده در نقرهکاری انواع و اقسام گوناگونی دارد که برای ساخت کارهای حجمی باید قالبهایی تهیه گردد، سپس با دستگاه مخصوص، خمکاری گردیده تا به شکل محصول مورد نظر درآیند و بعد از آن کار حکاکی با قلم انجام میگردد. برای مثال انواع کاسه، بشقاب، گلدان، شمعدان، نمکدان، قندان و غیره.
روش کار بدید صورت است که بعد از تهیه قالبهای کار از کارگاههای خدمات قالبسازی و تراشکاری که با آلیاژ چدن قالب میسازند.
ورق نقره نورد داده شده را که به صورت دایره با قیچی ورق بریده شده (اندازه قطر برش ورق نقره برای هر قالب چدنی متفاوت میباشد) را با قالب چدنی به دستگاه چرخ خمکاری بسته و با قلمهای مخصوص کار خمکاری ورق نقره را بر روی قالب چدنی با نیروی چرخشی و فشار قلم میخوابانیم به طوری که ورق نقره شکل قالب را به خود بگیرد. در نتیجه محصول نقره به صورت ظرفهای مختلفی تهیه و آماده کار حکاکی با قلم میشود.
قابل ذکر است خمکاری با دستگاه مربوطه در تخصص افراد و صنعتگران به خصوص میباشد که دارای فن و تجربه و مهارتهای کافی میباشند و در کارگاههایی این نوع خدمات را انجام میدهند از صنفهای مختلفی همچون سماورسازان، لوسترسازان، نقره کاران و ... به این کارگاهها مراجعه نموده و قالب و ورقهای مربوطه را ارائه میدهند و با پرداخت هزینهای از خدمات فوق بهره میبرند.
برای محصولات دیگری همچون سینی، جعبه، آجیلخوری به شکل کشکول و ... که با دستگاههای خمکاری نمیتوان این محصولات را آماده نمود از طریق عملیات چکشکاری و یا توسط قالبهای پرسی نر و ماده جهت ساخت استفاده میگردد. بدین صورت که ورق نقره را به اندازهها و شکلهای مختلفی با الگوهایی که از قبل تهیه کردهایم برش داده و بر روی سندان فولادی با چکشهای مخصوص کار میکوبیم تا شکل موردنظر بهدست آید.
هنگام ساخت صنایع دستی نقره برای محصولاتی که احتیاج به قالب، خمکاری و چکشکاری ندارند ابتدا طرح کار را روی ورق تخت نقره کشیده و یا با روشهای کپی کردن، طرح بر روی ورق نقره آشکار نموده سپس کار حکاکی را آغاز مینمائیم و اگر محصولمان احتیاج به شبکهکاری داشته باشد با کمان اره مخصوص این کار را ادامه میدهیم.
7- ساخت انواع قلم برای حکاکی نقره
معمولا صنعتگران این هنر از چهار نوع قلم در حکاکی نقره استفاده میکنند که عبارتند از: قلم خط (مادر)، قلم شوک (شوت یا سایه)، قلم جزغلی (ریش قلم)، قلم تر تر (رورو).

شکل 3: انوع قلم حکاکی در هنر نقرهکاری
برای ساخت قلم ابتدا از مفتولهای فولادی SPK به قطر 3 الی 4 میلیمتر که توسط کوره گازی حرارت دادهایم استفاده و با چکش زدن بر روی سندان بر سطح مفتول مربوطه و یا توسط دستگاه نورد، مفتول فولادی را بهصورت تسمهای و با ضخامت تقریبی 5/1 الی 7/1 میلیمتر و به پهنای تقریبی 4 الی 5 میلیمتر در میآوریم.
اندازه طول قلمها نسبت به اندازه کف دست حکاک و راحتی دست حکاک متفاوت میباشد و دارای استاندارد مشخص نمیباشد، لذا به سلیقه و خواست و تجربه کاری صنعتگر ساخته میشود و طول تقریبی قلم حکاکی حدود 8 الی 10 سانتیمتر میباشد. پس از آن که ضخامت مناسب و طول قلم را مشخص و تهیه نمودیم با بستن تنه قلم به گیره کار که تقریبا 4 الی 5 سانتیمتر از گیره بیرون آمده باشد را با کمک انبردست شکل میدهیم و به زوایای مختلفی جهت کارمان حالت میدهیم سپس با کمک سوهانهای ظریف زرگری و یا چرخ سنگهای برقی از یک لبه سر قلم 2 الی 3 سانت به طرف انتهای قلم به صورت هماهنگ از طرفین لبه راست و چپ قلم را سوهان زده سپس سمباده نرم میزنیم تا شکل تیزی به خود بگیرد.
پس از این مرحله نوک سر قلم را با سوهان به زاویه حدود 45 درجه شکل میدهیم تا هنگام فرو بردن قلم در نقره بتوانیم قلم را به راحتی و بدون گیر کردن در فلز راه ببریم و کار حکاکی را به سهولت انجام دهیم. این نوع قلم در دو نوع قلم خط و قلم شوک صدق میکند. البته فرق این دو نوع قلم تنها در تیزی لبههای آنها میباشد که قلم شوک کاملا تیز بوده ولی قلم خط، لبه تیز آن کمی کندتر است.
در ساخت ریش قلم سر نوک به شکل و زاویه همچون قلم خط و شوک بوده و تنها اختلاف در این است که لبه این نوع قلم را تیز نمیکنیم بلکه به صورت سطحی صاف سوهان و سمباده زده و از نوک قلم به طرف انتهای قلم در حدود 2 سانتیمتر شیارهایی توسط قلمهای آماده که در بازار یافت میشود و به ریش قلم مادر مشهور است تهیه و با قلم فوق بر سطح صاف قلم که به گیره کار بسته شده است شیارهایی را به صورت خطی راست و هماهنگ کنار یکدیگر ایجاد میکنیم.
در ساخت قلم تر، قلم را زاویه نمیدهیم بلکه یک لبه قلم را به صورت سطحی صاف، سوهان و سمباده میزنیم و تنها عمل زاویه 45 درجه را در نوک سر قلم اجرا مینماییم. پس از سوهانکاری و سمبادهکاری قلم را با کوره گازی حرارت میدهیم تا جایی که قلم کاملا گداخته و سرخ شود. البته در گداخته کردن قلم توسط حرارت شعله آتش بهتر است نوک قلم تا نزدیکی وسط قلم بهترین و عالیترین سرخی را داشته باشد، بدین علت که بعد از آبدیده کردن قلم به صورت خشکه در میآید و در کار بیشترین فشار در قلم به انتهای تماس با دسته میرسد که ممکن است قلم بر اثر فشار بشکند. سپس قلم گداخته شده را سریعا در آب خنک و یا در روغن موتور انداخته و به اصطلاح آبدیده میکنیم. پس از خنک شدن قلم را در دسته چوبی خمرهای شکلی که توسط خراط چوب تهیه شده است، فرو برده و قلم آماده کار حکاکی میباشد.
8- عملیات کپی زدن طرح بر روی نقره
طرحهای نقره به دو صورت بر روی نقره کپی میشوند که در ادامه به توضیح هر یک از آنها پرداخته شده است.
الف) روش کپی زدن دودهای
اکثر صنعتگران این رشته به خاطر هماهنگی کارها و سرعت در کار حکاکی نقشهایی را که بر روی نقره طراحی و حکاکی نمودهاند را توسط چراغ نفتی دود اندود میکنند و بر روی کاغذ جهت تکثیر کارهای مشابه ظهور میدهند. بدین طریق که کار حکاکی شده را با فاصله معین بر روی چراغ نفتی شعلهوری گرفته و آن را کاملا دود اندود میکنند به صورتی که هنگام نگاه کردن به سطح قطعه کار نقشها بر اثر دودهای شدن دیده نشوند سپس کاغذی که به اندازه قطعه کار بریده شده است را توسط موم عسل بر روی کاغذ با کف دست نورد میدهیم تا جایی که کاملا سطح کاغذ با لایه نازکی از موم، موم اندود گردد.
سپس کاغذ را بر روی قطعه کار دودهای شده گذاشته و با فشار انگشت و یا با پارچهای نرم بر پشت کاغذ مالش میدهیم تا دودههای ایجاد شده بر روی قطعه کاغذ برگردد و تمام نقشهای قطعه کار بر روی کاغذ نقش میبندد. بدین طریق کپی دودهای آماده میگردد. ورق نقرهای که آماده کار حکاکی میباشد را با نورد دادن موم بر روی سطح آن کاملا موم اندود میکنیم و کاغذ کپی دودهای شده را بر سطح فلزمان گذاشته و پشت کاغذ را با پارچه نرمی مالش میدهیم. با این عملیات تمام نقشهای موجود در کاغذ بر سطح قطعه کارمان نقش میبندد که در این حالت آماده حکاکی با قلم میگردد.
ب) روش کپی تینری
این روش بسیار ساده میباشد بدین صورت که برگ فتوکپی طرح موردنظر را بر روی ورق نقره قرار داده و با آغشته نمودن مقداری پنبه با تینر فوری بر سطح پشت کاغذ طرح به آرامی میمالیم، بدین صورت طرح بر روی ورق نقره کپی میگردد.
9- انواع طرحها و نقشها در کار حکاکی نقره
در انجام کار حکاکی با قلم بر روی نقره، معمولا از طرحها و نقشهایی استفاده میگردد که از طبیعت الهام گرفته شدهاند. صنعتگران این رشته هنری میبایست در طراحی نیز دارای مهارتهایی باشند به طوریکه در لحظه از زمان بتواند محصولاتی در نقشها و طرحهای گوناگون و زیبا تولید کند.
نقشهای ایجاد شده بر روی محصولات نقره عبارتند از:
انواع و اقسام گلها، برگها، پیچکها، میوهها، پرندهها، حاشیههایی همچون حاشیه گندمی، حصیری، زنجیره و ...نمونههایی از نقشهای حکاکی نقره میباشند.
10- انواع آلیاژ لحیم نقره
آلیاژ لحیم نقره در سه نوع میباشد که در شکل زیر نمایش داده شده است و در ادامه به شرح هر یک از آنها پرداخته شده است.
شکل4 : انواع لحیم نقره
الف) لحیم نرم: اگر مقدار 5 گرم نقرهی خالص را با گرم آلیاژ برنج مخلوط و ذوب نماییم لحیمی با نقطه ذوب حدود 450 درجه سانتیگراد بهدست میآید.
ب) لحیم متوسط: اگر مقدار 5 گرم نقره خالص را با 4 گرم آلیاژ برنج مخلوط و ذوب نماییم لحیمی با نقطه ذوب حدود 550 درجه سانتیگراد بهدست میآید که به این نوع لحیم در اصطلاح نقرهکاری، لحیم همه کاره گفته میشود.
ب) لحیم سخت: اگر مقدار 5 گرم نقره خالص را با 5/2 گرم آلیاژ برنج مخلوط و ذوب نماییم لحیمی با نقطه ذوب حدود 650 درجه سانتیگراد بهدست میآید.
11- نحوه لحیمکاری نقره
با توجه به نقطه ذوب نقره که در حدود 960 درجه سانتیگراد ذوب میشود، نقطه ذوب لحیم نقره نسبت به خود نقره باید از درجه ذوب پایینتری برخوردار باشد در غیر این صورت تا بخواهیم دو قطعه فلز را به همدیگر لحیم نماییم خود قطعه کار ذوب میشود.
جهت لحیمکاری محصولات نقره از پودر تنه کار مناسب نقره استفاده میشود که تنه کار نوعی روانساز لحیمکاری میباشد که در حالت معمولی به صورت بلورهای ریزی میباشد که این بلورها در اثر حرارت از حالت بلوری خارج شده و پودر سفید سنگی از آن باقی میماند. پودر تنه کار را معمولا با آب مخلوط میکنند و به کار میبرند.
نقطههایی که باید به یکدیگر لحیم شوند را در حالت مناسب بر روی هم و یا کنار هم قرار داده و ثابت نگه میدارند سپس لحیم ورق شده را با قیچی به اندازههای کوچکی بریده و در ظرفی که حاوی جوشیدهی آب و تنه کار است ریخته و چند تکه از لحیم را از ظرف با پنس برداشته و مابین دو قطعه جا میدهند و با کمک شعله کوره گازی حرارت میدهند. البته باید دقت داشته باشید که کلیه نقاط قطعه کار با هم به طور هماهنگ گرم شود و هنگامی که احساس شد لحیم در حال ذوب شدن است شعله کوره را ما بین دو قطعه کاری که لحیم وجود دارد بگردانید تا لحیم کاملا هر دو قطعه کار را به یکدیگر جوش دهد.

تصویر7 : لحیمکاری نقره
12- نحوه پرداخت یا ذوغابکاری محصولات نقره
پس از آن که تمام مراحل ساخت محصول نقره به اتمام رسید محصول ساخته شده به مرحله پرداخت میرسد. اگر محصول نقره دارای عیار خالص باشد در موقع گرم کردن و گداخته نمودن آن با کوره، رنگ سفید خود را از دست نمیدهد ولی اگر محصول نقره با فلز مس آلیاژ شده باشد در موقع باز پخت و لحیمکاری سیاه میشود زیرا مس موجود در سطح خارجی نقره در گرمای گداختگی با اکسیژن هوا ترکیب شده و تشکیل اکسید مس را میدهد که در این شرایط با یک محلول حمام شیمیایی ذرات اکسیدی را حل میکنیم که در این صورت آلیاژ نقره مجددا به وضعیت ظاهری معمولی بر میگردد.
در ذوغابکاری سفید تنها زدودن پوسته سیاه ناشی از باز پخت مورد نظر نیست بلکه افزایش آَشکار مقدار نقره در سطح خارجی آلیاژ نقره مورد نظر میباشد. حال محلولی به این صورت آماده میشود که در ظرفی فلزی که بهتر است از جنس استیل باشد محلول رقیق شده اسید سولفوریک 10 درصد را داخل ظرف ریخته و حرارت میدهیم تا به نقطه جوش برسد سپس محلول نقره را که قبلا با شعله کوره حرارت دادهایم و خنک شده است را در داخل ظرف درون محلول در حال جوش گذاشته و چند دقیقه محصول را در داخل ظرف میجوشانیم سپس محلول نقره را با آب خنک شسته و توسط برس برنجی برس میزنیم.
اکثرا با یکبار عملیات مراحل ذکر شده جهت پرداخت کافی نمیباشد و محصول سطح کاملا سفیدی را به خود نمیگیرد و دارای سطحی زردرنگ به نظر میرسد در این صورت بهتر است مراحل کار باز پخت و گداخته نمودن محصول نقره و ذوغابکاری و برس زدن چندین بار تکرار شود تا پرداختی دلخواه به دست آید و سطح نقره به صورت یکدست سفید شود.
پس از انجام عملیات ذوغابکاری محصول را با آب شسته و در داخل ظرفی پلاستیکی که مخلوطی از آب و چوبک (چوبک ریشه گیاهی است که در زمانهای قدیم به جای صابون استفاده میکردند) و یا مخلوطی از آب و مایع صابون گذاشته و با برس برنجی ظریفی برس میزنند تا از حالت سفید رنگ برفی بیرون آید و کاملا شفاف گردد سپس محصول را با آب کاملا شسته و در داخل خاک اره خشک میگذارند تا کاملا خشک شود.
حال محصول مورد نظر آماده مصقل زدن میباشد که با کشیدن مصقل بر روی سطح نقره سطح صیقلی و شفافی بهدست میآید سپس محصول را با مخلوط آب و مایع صابون و یا آب و چوبک کاملا توسط برس مویی برسکاری نموده و با آب کاملا شسته و در داخل خاک اره خشک میکنند که در این مرحله کار هنرمند نقرهساز به پایان رسیده و محصول نقره آماده عرضه به بازار میباشد.

تصویر 8: ظرف نقره حکاکی شده
منبع: کتاب هنر حکاکی نقره
تهیه و گردآوری مطلب: وبلاگ فروشگاه اینترنتی پرنون
لطفا دیدگاه خود را در مورد این مطلب بیان کنید
دیدگاه (15)